Omblinde reaktor
ArbeidetOmblinde reaktor for drift etter regenerering.
planlegging
Den var en del planlegging som skulle til før arbeidet kunne starte. På grunn av utstyrets egenskaper var vi nødt til å ta en del forehåndsregler fordi innsiden av utstyret var selvantennende. Det ble utført en SJA nivå 2 (Sikker Jobb Analyse) hvor alle utførende deltok. Det ble leid inn utstyr til pusteluft og (minst) en operatør fra drifta var til stede under hele arbeidet.
HMS
- Skrive "Sikker Jobb-Analyse" (skjema)
- Sikker Jobb-Analyse nivå 2 (møte)
- Skrive, få godkjent og følge pålegg på arbeidstillatelse
- Bruk av pusteluft (ekstra varsomhet på grunn av nitrogenatmosfære)
- Verktøysikring
- Verneutstyr i prosessområdet
- Ekstra varsomhet på grunn selvantennende utstyr
- Varsomhet ved løft av blindingsspader
- Varsomhet for klemfare
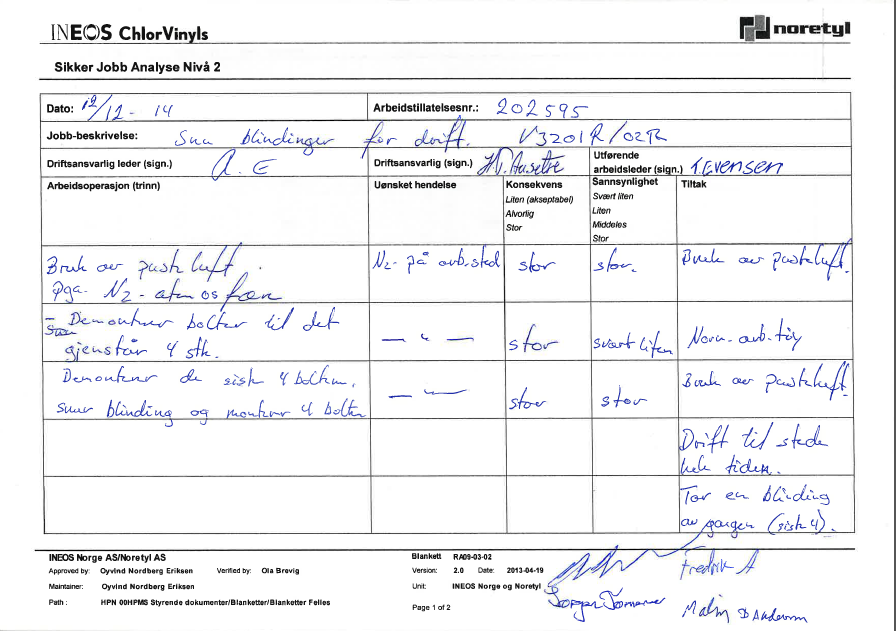 |
| SJA nivå 2 |
- Fastnøkler
- Pakninger
- Kniv
- Spett
- Luftdrevet muttertrekker
- Manuell hydraulisk pumpe, hydraulikksylinder og flensesprenger
- Pusteluft (flaske og ekstraflaske, maske, lungeautomat, ryggplate)
Faglige detaljer
Reaktoren i dette tilfellet var en hydrogenreaktor brukt til å endre forbindelsene i hydrokarboner. Som en katalysator blir grunnstoffet palladium (Pd) brukt da dette stoffet har en egenskap til å absorbere opp til 900 ganger sitt eget volum med hydrogen. Denne katalysatormassen er selvantennende ved kontakt med oksygen (eksoterm reaksjon), det var derfor et overtrykk med nitrogen (som er en inert gass) da arbeidet ble utført. En C2 strøm sendes gjennom reaktorene (etan/eten (etylen)) med ca. 1% etyn (acetylen). Det er denne trippelbindingen i Acetylen som ønskes å brytes og erstattes med hydrogenatomer.
For å oppnå den best ønskede reaksjonen blir blandingsforholdene og temperaturen justert. Tilsettes det for masse hydrogen vil reaksjonen gå lengre og omdanne acetylenet til etan. Det er ca. 100 kg H2 til 1000 kg acetylen - C2 strøm er ca. 90 tonn. Disse verdiene varierer med fødesammensetning og reaktorens driftstid. Temperaturen endres ved å forandre tilførselen av damp. C2 strømmen går først gjennom en reaktor, deretter blir den av kjøpt og kjørt gjennom et nytt trinn.
Ønsket reaksjon: C2H2 + H2 (+Pd) = C2H4
Uønsket bireaksjon: C2H4 + H2 (+Pd) = C2H6
Uønsket bireaksjon: dannelse av polymerer (greenoil) som reduserer massens levetid og effekt.
Grunnen til at reaktoren var ute av drift var at etter en stund med drift blir reaktormassen "mettet" og virkningsgraden av utstyret minsker, noe som vil si at selektiviteten øker og mer av acetylet omdannet til etan. Reaktoren blir da byttet med en som alltid står i "stand by" og blir klargjort for regenerering. Under regenerering stenges innløp for gass og åpnes for damp som skal spyle den ren. Under denne operasjonen er beredskapen til stede på grunn av sikkerhet rundt selvantennelse.
Så det man gjør under denne operasjonen er å snu blindingsspadene for gassen (innløp og utløp) fra stengt til åpen. Det ble også åpnet en liten flens som gav gass til prøver, sjekk om produktet er "onspec". Det ble benyttet grafittpakninger med samsvarende PN (trykklasse) verdi som trykket i rørene.
Ved flensearbeid er det viktig at flensene blir montert parallelt, pakningen er i orden, det taes hensyn til boltene, at man trekker i kryss og eventuell boltsmøring.
Reaktoren i dette tilfellet var en hydrogenreaktor brukt til å endre forbindelsene i hydrokarboner. Som en katalysator blir grunnstoffet palladium (Pd) brukt da dette stoffet har en egenskap til å absorbere opp til 900 ganger sitt eget volum med hydrogen. Denne katalysatormassen er selvantennende ved kontakt med oksygen (eksoterm reaksjon), det var derfor et overtrykk med nitrogen (som er en inert gass) da arbeidet ble utført. En C2 strøm sendes gjennom reaktorene (etan/eten (etylen)) med ca. 1% etyn (acetylen). Det er denne trippelbindingen i Acetylen som ønskes å brytes og erstattes med hydrogenatomer.
For å oppnå den best ønskede reaksjonen blir blandingsforholdene og temperaturen justert. Tilsettes det for masse hydrogen vil reaksjonen gå lengre og omdanne acetylenet til etan. Det er ca. 100 kg H2 til 1000 kg acetylen - C2 strøm er ca. 90 tonn. Disse verdiene varierer med fødesammensetning og reaktorens driftstid. Temperaturen endres ved å forandre tilførselen av damp. C2 strømmen går først gjennom en reaktor, deretter blir den av kjøpt og kjørt gjennom et nytt trinn.
Ønsket reaksjon: C2H2 + H2 (+Pd) = C2H4
Uønsket bireaksjon: C2H4 + H2 (+Pd) = C2H6
Uønsket bireaksjon: dannelse av polymerer (greenoil) som reduserer massens levetid og effekt.
 |
| Blindingsspade i en illustrerende flens (Bildekilde) |
Så det man gjør under denne operasjonen er å snu blindingsspadene for gassen (innløp og utløp) fra stengt til åpen. Det ble også åpnet en liten flens som gav gass til prøver, sjekk om produktet er "onspec". Det ble benyttet grafittpakninger med samsvarende PN (trykklasse) verdi som trykket i rørene.
Ved flensearbeid er det viktig at flensene blir montert parallelt, pakningen er i orden, det taes hensyn til boltene, at man trekker i kryss og eventuell boltsmøring.
Gjennomføre
Det første vi gjorde var å skrive SJA nivå 1.
Alle boltene bortsett fra 4 stykker var allerede løsnet før vi begynte å arbeide. Dette var så vi skulle slippe unødvendig tid med pusteluft, flensene holdt likevel tett. Vi tok på åndedrettsbeskyttelsen, i tillegg til verneutstyret påkrevd i fabrikkområdet, og begynte å trekke boltene. Vi tok av de to øverste og løsnet de to nederste. På denne måten løsnet blindingsspaden og pakningene lett, men datt ikke i bakken. for å få blindingsspaden ut og inn ble det benyttet spett og hydraulikk for å lage stor nok klaring mellom flensene. Vi satt i alle, men strammet bare 4-5 av boltene etter blindingsspaden var snudd og pakningene byttet. Å få pakningen riktig er viktig for å forhindre lekkasjer. Pakningsflatene ble skrapet rene med kniv. Dorspett ble brukt til å få entret boltene i flensene.
Etter den første var ferdig gjorde vi det samme med nummer to, men denne var vanskeligere å få blindingsspaden ned mellom igjen, derfor brukte vi en hydraulisk flensesprenger. Det var samme prosedyre med denne, snudde blindingsspade, byttet pakninger, satt i bolter og strammet noen av dem.
Den siste, lille, blindingen var det kun fire bolter i, men prosedyren var lik. Også her ble flensene presset fra hverandre (løftet fordi denne var vertikal) for å føre inn blindingsspaden med nye pakninger.
Ved montering av den siste blindingsspaden ble en av boltene ødelagt og vi måtte inn i "rørspekk'en" og finne ut hvilken type bolt det var (kvalitet, materiale, størrelse). Etter denne var byttet var utstyret overlevert til drifta. .
Det første vi gjorde var å skrive SJA nivå 1.
Alle boltene bortsett fra 4 stykker var allerede løsnet før vi begynte å arbeide. Dette var så vi skulle slippe unødvendig tid med pusteluft, flensene holdt likevel tett. Vi tok på åndedrettsbeskyttelsen, i tillegg til verneutstyret påkrevd i fabrikkområdet, og begynte å trekke boltene. Vi tok av de to øverste og løsnet de to nederste. På denne måten løsnet blindingsspaden og pakningene lett, men datt ikke i bakken. for å få blindingsspaden ut og inn ble det benyttet spett og hydraulikk for å lage stor nok klaring mellom flensene. Vi satt i alle, men strammet bare 4-5 av boltene etter blindingsspaden var snudd og pakningene byttet. Å få pakningen riktig er viktig for å forhindre lekkasjer. Pakningsflatene ble skrapet rene med kniv. Dorspett ble brukt til å få entret boltene i flensene.
Etter den første var ferdig gjorde vi det samme med nummer to, men denne var vanskeligere å få blindingsspaden ned mellom igjen, derfor brukte vi en hydraulisk flensesprenger. Det var samme prosedyre med denne, snudde blindingsspade, byttet pakninger, satt i bolter og strammet noen av dem.
Den siste, lille, blindingen var det kun fire bolter i, men prosedyren var lik. Også her ble flensene presset fra hverandre (løftet fordi denne var vertikal) for å føre inn blindingsspaden med nye pakninger.
Ved montering av den siste blindingsspaden ble en av boltene ødelagt og vi måtte inn i "rørspekk'en" og finne ut hvilken type bolt det var (kvalitet, materiale, størrelse). Etter denne var byttet var utstyret overlevert til drifta. .
Konklusjon/vurdering av resultatet
En operasjon for vedlikehold av et viktig komponent i bedriftens produksjon ble utført. Hensyn til HMS ble ivaretatt. Ingen lekkasjer ble funnet og arbeidsoppgaven ble utført på en akseptabel måte.
En operasjon for vedlikehold av et viktig komponent i bedriftens produksjon ble utført. Hensyn til HMS ble ivaretatt. Ingen lekkasjer ble funnet og arbeidsoppgaven ble utført på en akseptabel måte.
Ingen kommentarer:
Legg inn en kommentar